

 Home /
Home / Best Valves for Copper Tailings Treatment: Electric or Pneumatic Actuated?
Difference Between Motorized Valves and Solenoid Valves Features Comparison
Nov 29, 2025
Motorized Ball Valve: The Complete Guide to Types, Wiring, and Selection
Dec 29, 2025

Pneumatic Actuator Valves: The Ultimate Guide to Selection and Use (2026)
Jan 14, 2026
Different Types of Valve Actuators Working Principles and Benefits
Nov 29, 2025

Are you struggling to choose the best valves for copper tailings treatment? The short answer is: It depends on your specific application and altitude. You should use pneumatic actuators for fast-acting, high-torque isolation on thick slurry lines (like knife gate valves). However, electric actuators are the superior choice for precise water recovery control and high-altitude mining (such as in the Andes), where thin air severely drops pneumatic efficiency.Are you struggling to choose the best valves for copper tailings treatment? The short answer is: It depends on your specific application and altitude. You should use pneumatic actuators for fast-acting, high-torque isolation on thick slurry lines (like knife gate valves). However, electric actuators are the superior choice for precise water recovery control and high-altitude mining (such as in the Andes), where thin air severely drops pneumatic efficiency.
Deciding between these two systems can literally make or break your mine’s efficiency. When managing abrasive slurry pipelines in extreme environments, the wrong actuator doesn’t just cause a leak—it shuts down production.
Through our experience troubleshooting and supplying valve solutions for complex tailings systems, we know that true value comes from long-term reliability, not just a low initial price. In this guide, we bypass basic spec sheets to offer field-tested advice. You’re going to learn exactly how to select the right equipment—from heavy-duty knife gate valves to abrasion-resistant pinch valves.
We’ll break down the true CAPEX and OPEX costs, and reveal how Andean altitudes dictate your actuation choices. In fact, the optimization strategies shared here recently helped a South American copper mine reduce downtime and slash maintenance costs by 30%.
If you’re ready to conquer your copper tailings circuit and build a safer, more reliable system, let’s dive right in.
The Challenge of Copper Tailings: Why Valve Selection and Actuation Matter
Managing copper tailings is one of the most demanding processes in the mining industry. The extreme conditions of waste transport require robust, fail-proof flow control solutions. Selecting the best valves for copper tailings treatment—and deciding whether electric or pneumatic actuated systems fit your infrastructure—directly dictates plant uptime, safety, and profitability. Poor selection leads to catastrophic pipeline failures, excessive downtime, and inflated maintenance costs.
Characteristics of Abrasive Slurry in Copper Mining
Copper tailings consist of crushed rock, water, and residual chemicals. This dense mixture creates a highly destructive environment for standard piping components. To maintain reliable slurry management, valves must withstand several harsh characteristics:
- High Solid Content: Heavy particulate loads cause severe wear on standard valve seats and seals.
- Abrasive Particles: Sharp, jagged mineral fragments erode internal components rapidly, requiring severe service valves.
- Chemical Aggressiveness: Residual processing reagents and varying pH levels demand highly corrosion-resistant materials.
Impact of Dewatering and Thickening on Valve Performance
As modern copper mining processes prioritize water management and recovery, dewatering systems and thickeners are heavily utilized. Extracting water alters the slurry profile, drastically impacting how valves operate within the pipeline.
- Increased Viscosity: Thicker, paste-like slurries demand significantly higher torque requirements from valve actuators to open and close effectively.
- Clogging and Scaling: Valves must feature full-ported, unobstructed flow paths to prevent material buildup and scaling.
- Pressure Fluctuations: Thickened tailings distribution often leads to unpredictable pressure ratings, requiring heavy-duty isolation valves that maintain a tight seal under immense stress.
The Critical Role of Automation in Tailings Management
Manual intervention is no longer viable in large-scale mineral processing. Industrial automation is the backbone of efficient, safe, and profitable tailings operations. Integrating reliable automated control systems ensures continuous production without risking human safety in hazardous zones.
- Real-Time Flow Control: Automated valve actuators instantly adjust to system changes, optimizing slurry transport and preventing pipeline blockages.
- Immediate Isolation: In the event of a pipeline rupture or pump failure, automated actuators provide rapid failsafe options to isolate the flow and prevent environmental disasters.
- Optimized Operational Efficiency: Precision automation minimizes unnecessary wear on valve internals, extending equipment lifespan and drastically reducing long-term maintenance costs.
Top Valve Types for Copper Tailings Treatment Systems
Selecting the right valve body is the first step before even considering the actuator. In copper mining, the tailings circuit is a brutal environment where standard valves fail within weeks. I focus on three primary valve types that have proven their worth in the most demanding slurry transport and dewatering applications.
Heavy-Duty Knife Gate Valves for Slurry Handling
When it comes to moving raw copper tailings, heavy-duty knife gate valves are the industry standard. These are not your average gate valves; they are specifically engineered to handle the high-velocity, abrasive nature of mineral processing.
- Bi-Directional Sealing: Our designs feature reinforced elastomer sleeves that provide a bubble-tight seal in both directions, preventing slurry leakage.
- Self-Cleaning Action: As the gate closes, it pushes solids aside. The bottom-flushing design ensures that grit doesn’t collect in the seat, which is a common cause of failure in standard valves.
- Full-Port Flow: When open, the valve provides a completely unobstructed flow path, minimizing turbulence and internal wear.
Abrasion-Resistant Pinch Valves for High-Solid Content
For thickened tailings or paste backfill where the solid content is exceptionally high, pinch valves are often the superior choice. They operate on a simple principle: a flexible rubber sleeve is compressed to shut off the flow.
- No Internal Moving Parts: Since the slurry only touches the rubber sleeve, there are no metal gates or stems to erode or corrode.
- Excellent Throttling: Pinch valves offer great control for modulating flow without the risk of “clogging” that plagues other valve types in high-density slurry lines.
- Easy Maintenance: When the sleeve eventually wears out, it can be replaced quickly without replacing the entire valve body, significantly lowering your long-term maintenance costs.
Corrosion-Resistant Ball and Butterfly Valves for Water Recovery
Water management is a massive part of modern copper mining, especially in arid regions like the Atacama or the Southwestern US. Once the tailings are settled, the reclaimed water must be moved back to the plant. This water often contains residual chemicals and fine particulates.
- High-Performance Butterfly Valves: We use these for large-diameter water recovery lines. They are lightweight, cost-effective, and equipped with abrasion-resistant liners (like EPDM or Viton) and stainless steel discs to handle corrosive reagents.
- Severe Service Ball Valves: For high-pressure water injection or chemical dosing, ball valves provide a robust solution. We utilize hard-faced coatings (like Tungsten Carbide) on the ball and seats to ensure they survive the “sandblasting” effect of any remaining fines in the recycled water.
| Valve Type | Primary Application | Key Benefit |
|---|---|---|
| Knife Gate | Tailings Discharge | Cuts through solids; no seat cavities. |
| Pinch Valve | Thickened Slurry | Zero internal metal contact; high abrasion resistance. |
| Butterfly | Water Reclamation | High flow capacity; economical for large lines. |
| Ball Valve | Chemical Dosing | High pressure rating; precise shut-off. |
Pneumatic Actuators: Advantages for Mining Environments
In our experience supplying heavy-duty equipment to copper mines, pneumatic actuators remain the industry standard for a reason. They offer a level of rugged simplicity that is hard to beat in the middle of a dusty, high-vibration processing plant. When we look at the best valves for copper tailings treatment, pneumatic systems provide the mechanical muscle needed to move large-diameter knife gate valves through thick, settled slurry without breaking a sweat.
Rapid Response and High-Speed Operation
In slurry management, speed is often a safety requirement. If a downstream pipe bursts or a tank overflows, you need to isolate the flow immediately. Pneumatic actuators use compressed air to provide nearly instantaneous stroke speeds. Unlike electric versions that move at a steady, geared pace, a pneumatic cylinder can slam a valve shut in seconds, preventing environmental spills and protecting your dewatering systems from catastrophic pressure surges.
Intrinsic Failsafe Safety with Spring-Return Mechanisms
Safety is non-negotiable in tailings distribution. We prioritize pneumatic actuators because of their intrinsic failsafe capabilities. By using a heavy-duty internal spring, these actuators can be configured to automatically “fail-closed” or “fail-open” upon loss of air pressure or power.
- No batteries required: Unlike electric backups, the energy is stored mechanically in the spring.
- Reliable Isolation: Ensures isolation valves reach a safe position even during a total site power failure.
- Simplified Logic: The mechanical return reduces the complexity of your control systems.
Durability in Harsh, Hazardous, and Explosive Zones
Copper mines are brutal on electronics. Between the abrasive dust, corrosive reagents, and constant moisture, sensitive components often fail prematurely. Pneumatic actuators are built for these severe service conditions. They consist of simple pistons and seals that are easy to maintain and highly resistant to the elements. Furthermore, because they don’t rely on high-voltage electricity at the valve itself, they are naturally suited for hazardous zones where explosive gases or dust might be a concern, ensuring long-term operational efficiency without the need for expensive explosion-proof housings.
Electric Actuators: Precision and Connectivity in Modern Mines
As copper mining shifts toward “Smart Mining” and Industry 4.0, electric actuators are becoming the standard for tailings facilities that prioritize data and precision. Unlike traditional setups, these units provide a level of control and feedback that is essential for managing complex slurry flows and water reclamation circuits.
Precise Modulating Control for Flow Optimization
In copper tailings treatment, maintaining the right flow rate is critical for the efficiency of thickeners and cyclones. Electric actuators excel at modulating control, allowing for minute adjustments to the valve position.
- Linear Accuracy: Achieve exact flow rates to prevent tank overflows or pump cavitation.
- Variable Speed: Program the actuator to open or close at specific speeds to eliminate water hammer in long tailings pipelines.
- Consistent Torque: Unlike pneumatic systems that can lose force mid-stroke, electric units provide steady torque throughout the entire movement.
Advanced Feedback, Diagnostics, and IIoT Integration
The biggest advantage we see with electric actuation is the wealth of data it provides. In remote tailings management areas, knowing the health of your valve without sending a technician into the field is a massive operational win.
- Real-Time Monitoring: Integrated sensors track torque profiles, cycle counts, and motor temperature.
- Predictive Maintenance: By analyzing torque increases, the system can alert operators to grit buildup or scale in the knife gate valve before a total failure occurs.
- Seamless Connectivity: These actuators plug directly into SCADA or IIoT frameworks via Modbus, Profibus, or Hart protocols, making them a core part of the mine’s digital ecosystem.
Eliminating the Need for Compressed Air Infrastructure
One of the most significant cost-savers in large-scale copper projects is the removal of extensive pneumatic piping. Tailings ponds and disposal sites are often kilometers away from the main processing plant, making air supply a logistical nightmare.
- Lower Infrastructure Costs: Running electrical cabling is significantly cheaper and easier to maintain than installing and insulating high-pressure air lines.
- Energy Efficiency: Electric actuators only consume power when moving, whereas pneumatic systems suffer from constant compressor energy use and air leaks.
- Climate Resilience: In high-altitude or freezing environments common in the Andes or Central Asia, electric systems avoid the common “frozen line” issues that plague pneumatic actuators.
Performance Comparison: Electric vs. Pneumatic for Tailings Control
Choosing between electric and pneumatic actuation for copper tailings treatment depends on your specific site conditions. While both serve to automate slurry management, their mechanical limits become clear when handling high-density solids or operating in extreme environments.
Torque-to-Weight Ratio and Handling Thickened Tailings
Thickened tailings require massive force to shear through settled solids. Pneumatic actuators offer a superior torque-to-weight ratio, providing the high-thrust “punch” needed to seat or unseat a knife gate valve in heavy slurry. Electric actuators are capable of high torque but are significantly bulkier and heavier to achieve the same force, which can complicate pipe support requirements in tailings distribution lines.
| Feature | Pneumatic Actuators | Electric Actuators |
|---|---|---|
| Power Density | High; compact for high torque | Lower; larger footprint for high torque |
| Slurry Handling | Excellent for “breaking” through scale | Better for steady, modulated flow |
| Weight Impact | Minimal stress on pipeline | Requires reinforced valve supports |
High-Altitude Impact: How Thin Air in the Andes Affects Pneumatic Power
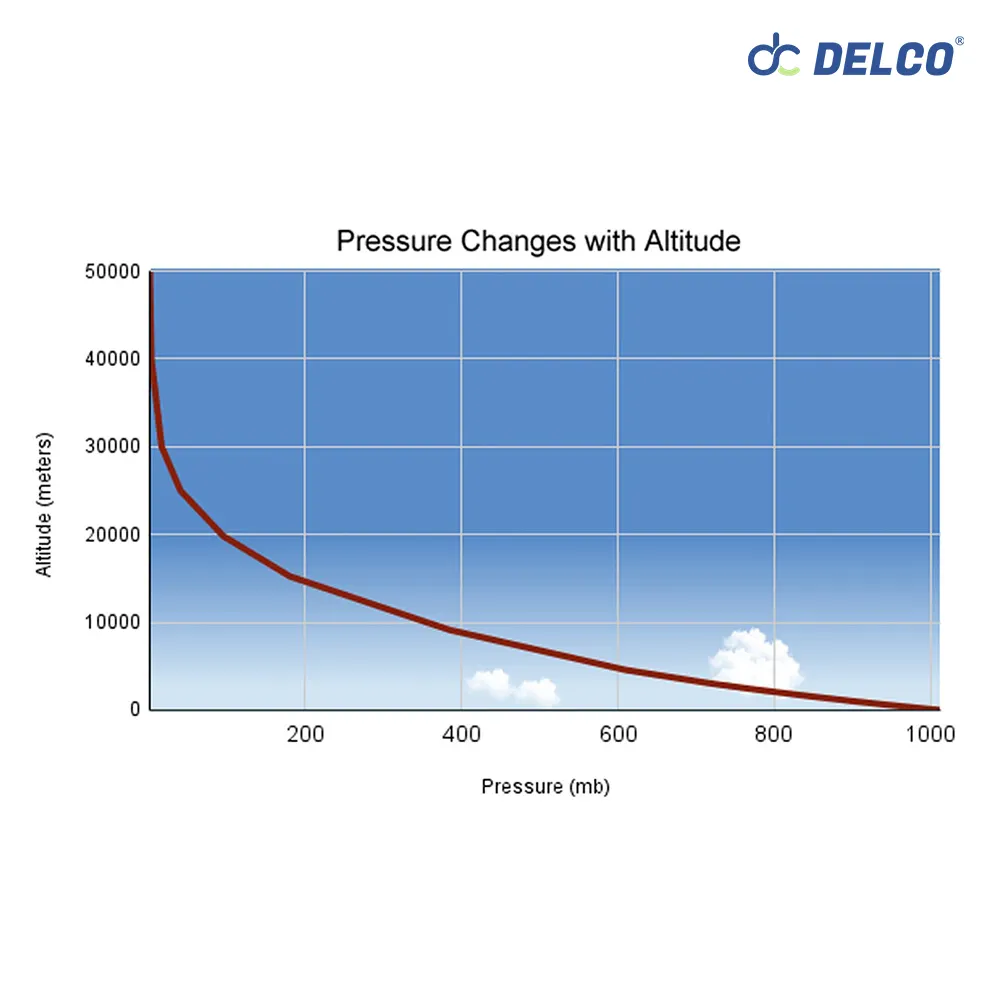
In major copper hubs like the Andes, altitude is a silent killer of pneumatic efficiency. As air density drops at 4,000+ meters, air compressors must work significantly harder to maintain the required PSI. This leads to:
- Reduced Actuation Speed: Lower air mass means slower response times for isolation valves.
- Increased Energy Costs: Compressors run longer to fill tanks, driving up OPEX.
- Pressure Drops: Inconsistent force can lead to incomplete valve closure, causing slurry transport leaks.
Electric actuators are immune to atmospheric pressure changes, making them the more reliable choice for high-altitude mining automation where air infrastructure struggles.
Duty Cycle Limitations in Continuous Operation
In a mineral processing plant, valves may need to cycle constantly to maintain tank levels or flow rates.
- Pneumatic Actuators: Have a 100% duty cycle. They can cycle indefinitely without overheating, making them ideal for fast-acting slurry management.
- Electric Actuators: Often limited by a 25% to 50% duty cycle. Frequent movement generates heat in the motor, which can trigger thermal overloads and shut down the flow control system.
For high-frequency cycling in dewatering systems, we typically recommend pneumatic setups. For precise, occasional positioning in water management, electric is the way to go.
Key Application Scenarios in the Copper Tailings Circuit
Understanding exactly where to deploy the best valves for copper tailings treatment dictates whether you should choose electric or pneumatic actuation. We focus on three critical areas in the copper mining process where proper valve selection directly impacts your operational efficiency and maintenance costs.
Automated Slurry Pipelines and Tailings Disposal
Moving thick, abrasive waste requires robust slurry management. We rely on severe service valves to handle the extreme friction and high pressure found in these automated lines.
- Tailings distribution: Fast-acting pneumatic actuators are typically the go-to choice here, allowing for rapid shut-offs to prevent system overflows.
- Pipeline protection: Heavy-duty isolation valves are essential to stop flow completely, preventing catastrophic blockages during routine tailings disposal.
Remote Tank Level Control and Water Management
Recovering and recycling process water is a massive part of modern mining. For remote tank level control and overall water management, precise flow control is absolutely non-negotiable.
- Dewatering systems: We use modulating electric actuators on control valves to constantly fine-tune water flow rates.
- Automated adjustments: Electric setups provide the continuous data feedback needed to maintain exact tank levels, keeping the water recovery circuit running smoothly without manual oversight.
Chemical Treatment and Reagent Dosing Systems
Treating tailings before final disposal involves adding flocculants and pH modifiers. This specific stage demands pinpoint accuracy rather than brute force.
- Precise dosing: Electric actuators deliver the exact, micro-adjustments required for chemical flow control.
- Waste reduction: Highly accurate reagent dosing systems minimize expensive chemical waste while maximizing the efficiency of the tailings thickening process.
Cost Analysis: Evaluating CAPEX and OPEX for Valve Actuation
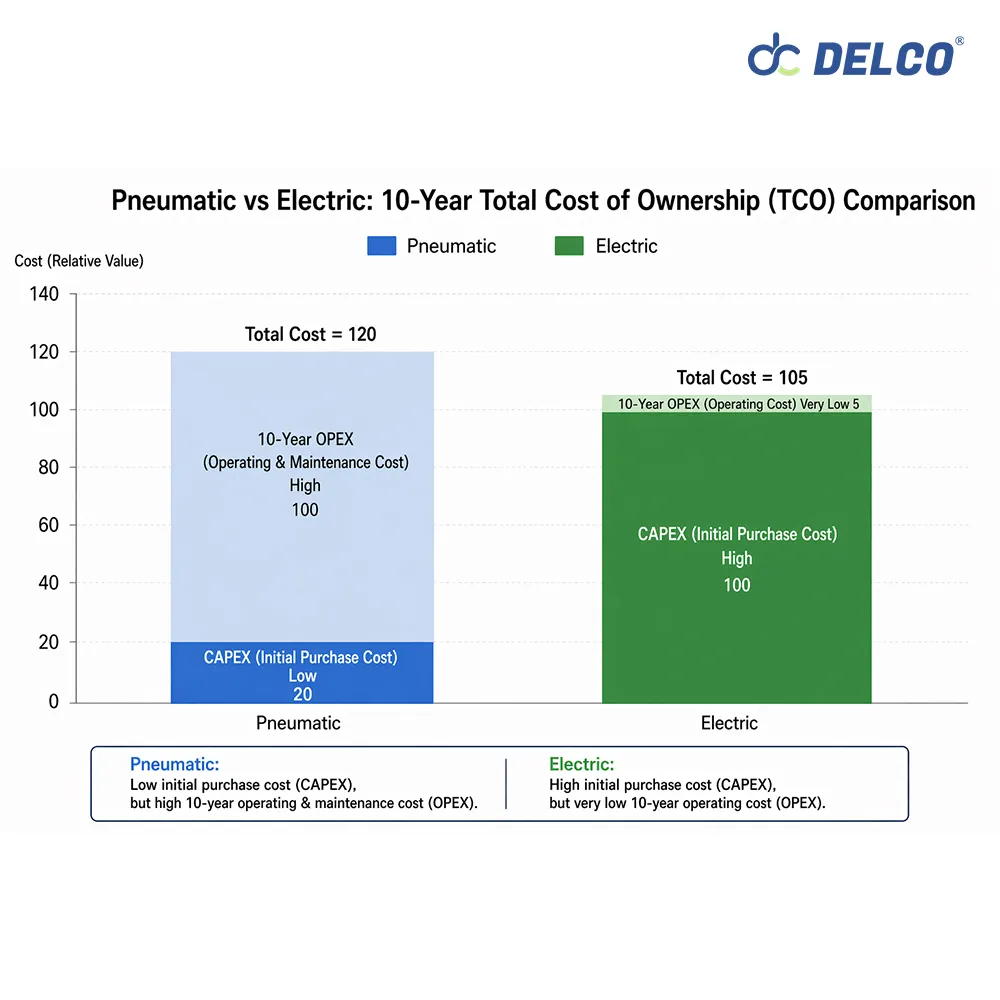
Choosing the Best Valves for Copper Tailings Treatment: Electric or Pneumatic Actuated? requires a hard look at the numbers. We evaluate the Total Cost of Ownership (TCO) by balancing the initial Capital Expenditure (CAPEX) against the long-term Operating Expense (OPEX). In the aggressive environment of a copper mine, the cheapest valve upfront often becomes the most expensive after six months of slurry exposure.
Infrastructure Costs: Compressed Air vs. Electrical Cabling
The initial setup costs vary significantly based on your site’s existing footprint:
- Pneumatic Systems: These require a robust infrastructure including air compressors, dryers, filters, and miles of pneumatic tubing. If your tailings pond is kilometers away from the main plant, the cost of running and maintaining leak-free air lines is massive.
- Electric Systems: These rely on electrical cabling and data wires. For remote slurry management and long-distance pipelines, pulling cable is generally more cost-effective and easier to troubleshoot than installing high-pressure air stations in the middle of nowhere.
Maintenance Complexity and Long-Term Reliability
In mining automation, downtime is the ultimate profit killer. We see a clear divide in how these actuators handle the grit of a copper mine:
- Pneumatic Actuators: They are mechanically simple and easy for site technicians to repair. However, they are prone to seal wear and internal corrosion if the air supply isn’t perfectly dry. Constant “bleeding” or air leaks represent a hidden, recurring cost.
- Electric Actuators: While the unit cost is higher, they eliminate the need for air-related maintenance. Modern units are sealed for life, reducing the frequency of manual intervention. For knife gate valves used in isolation, the “set and forget” nature of electric drives often leads to lower labor costs.
Energy Efficiency and Total Cost of Ownership (TCO)
When we look at the 10-year horizon, energy efficiency becomes a dominant factor:
| Factor | Pneumatic Actuation | Electric Actuation |
|---|---|---|
| Energy Waste | High (due to air leaks and compressor cycles) | Low (power consumed only during movement) |
| Component Life | Moderate (seals require frequent replacement) | High (solid-state electronics and rugged gears) |
| Operational Efficiency | Fast, but lacks precise data feedback | High (integrated diagnostics prevent failures) |
For high-volume copper tailings treatment, the energy required to keep a pneumatic system pressurized 24/7 is significantly higher than the intermittent power draw of an electric actuator. We recommend electric actuation for projects where energy costs are high or where the carbon footprint of the operation is under scrutiny. In contrast, pneumatic remains the king for high-cycle, fast-acting safety applications where air is already readily available.
Valve Actuation Optimization in a South American Copper Mine Tailings System
When determining the best valves for copper tailings treatment, real-world application is the ultimate test. We recently partnered with a major copper facility in South America to overhaul their failing tailings distribution network.
The Challenge: High-Altitude Pressure Drops and Severe Slurry Wear
Operating at over 4,000 meters in the Andes brings unique headaches. The thin air severely impacted their existing pneumatic systems, causing massive pressure drops. The actuators simply lacked the force to close valves against the thick, heavy slurry. On top of that, the highly abrasive copper tailings were tearing through standard isolation valves in a matter of weeks, leading to constant leaks, safety hazards, and system shutdowns.
Our Solution: Implementing Customized Actuated Knife Gate Valves
We stepped in and replaced the failing units with customized, heavy-duty knife gate valves built specifically for severe service applications. To solve the high-altitude actuation problem, we took a targeted approach:
- Oversized Pneumatic Actuators: We installed specially sized pneumatic cylinders on fast-acting isolation points to compensate for the thin air, guaranteeing a tight seal every time.
- Electric Actuators: We deployed high-torque electric actuators on critical flow control nodes where precise slurry management was required, completely bypassing the overtaxed compressed air grid.
The Results: Reduced Downtime and 30% Savings in Maintenance Costs

The upgrade completely stabilized their copper mining process. By matching the right valve and actuator to the exact environmental demands, we delivered measurable improvements:
- Eliminated Unexpected Shutdowns: The new severe service valves handled the abrasive slurry transport without jamming or leaking.
- Boosted Operational Efficiency: Reliable actuation meant the control room finally had accurate, real-time control over the dewatering systems and tailings flow.
- Slashed Expenses: By stopping the cycle of constant repairs, the site achieved a verified 30% reduction in maintenance costs within the first year of operation.
How to Source Reliable Tailings Valves for LATAM Projects
Finding the right partner for copper tailings projects in Latin America requires more than just looking at a catalog. The conditions in the Andes and the high-desert mines of Chile and Peru demand equipment that won’t fail when the pressure rises or the slurry thickens. We focus on providing solutions that bridge the gap between high-performance engineering and the logistical realities of the LATAM mining sector.
Choosing a Manufacturer with Proven Slurry Valve Expertise
When you are sourcing knife gate valves or pinch valves for a copper mine, general-purpose industrial suppliers often fall short. You need a manufacturer that specializes in slurry management and understands the specific wear patterns caused by copper concentrates.
- Application History: We prioritize designs that have been field-tested in high-abrasion environments.
- Material Customization: Look for suppliers offering specialized liners and hardened gates (like 17-4PH or Chrome Carbide) specifically for severe service valves.
- Technical Support: A reliable partner provides detailed torque calculations and flow analysis to ensure the valve actuators are sized correctly for thickened tailings.
Quality Certifications and Shipping to South America

Navigating the logistics of a mining project in South America is as critical as the valve design itself. We ensure that every component meets international standards while maintaining a streamlined supply chain to major mining hubs.
- Global Standards: Our products carry essential certifications, including ISO 9001, CE, and API, ensuring they meet the rigorous safety requirements of modern mining automation.
- Robust Packaging: Tailings valves are heavy and often travel long distances via sea and rough mountain roads. We use reinforced, export-grade crating to prevent damage during transit.
- Logistics Expertise: We handle the complexities of shipping to regions like Antofagasta, Arequipa, and Minas Gerais, ensuring that industrial automation components arrive on site, on time, and ready for installation.
- Documentation: Complete sets of pressure test reports, material traceability certificates, and installation manuals are provided in every shipment to facilitate quick customs clearance and site commissioning.
Frequently Asked Questions (FAQ)
Which actuator is better for outdoor copper mines in freezing climates?
In freezing environments, electric actuators generally outperform pneumatic systems. Compressed air lines are prone to moisture buildup, which can freeze and block the air supply, leading to system failure. We recommend using electric actuators equipped with internal space heaters to prevent condensation and ensure the internal components remain functional even when temperatures drop below zero.
How does high altitude (e.g., 4000m+) affect the choice between pneumatic and electric actuators?
High altitude significantly impacts pneumatic performance. Because the air is thinner, air compressors must work harder, and the resulting thrust from pneumatic actuators is reduced. This can lead to sluggish valve operation or failure to fully close against high-pressure slurry. Electric actuators are unaffected by air density, making them the more reliable choice for high-altitude copper tailings sites in regions like the Andes.
Can electric actuators provide the same failsafe reliability as pneumatic?
While pneumatic actuators offer “intrinsic” failsafe capabilities through a simple mechanical spring-return, electric actuators can achieve similar results using battery backups or supercapacitors. However, for critical tailings isolation where a “fail-closed” position is mandatory during a total power loss, pneumatic actuators remain the industry favorite due to their mechanical simplicity and lower cost for failsafe functionality.
Why is pneumatic actuation often preferred for fast-acting slurry knife gate valves?
Pneumatic cylinders provide the high speed and high initial torque required to push a gate through settled copper tailings. In slurry management, moving the gate quickly reduces the time the valve seat is exposed to high-velocity abrasive flow, which significantly extends the life of the valve. Electric actuators are typically slower and may struggle with the high “breakout” torque needed when a valve has been sitting in thickened tailings for an extended period.
- Pneumatic: Best for high-speed cycling and mechanical failsafe.
- Electric: Best for precision control, high-altitude stability, and cold-weather reliability.
- Maintenance: Pneumatic requires air line upkeep; Electric requires stable power and wiring.
Choosing the right valve actuation doesn't have to be a guessing game. At DELCO Valve, we’ve spent years helping South American copper mines optimize their slurry transport and water management systems. We know what works, what fails, and how to balance your CAPEX and OPEX effectively.
Are you planning a tailings system upgrade or struggling with recurring valve failures? Send us your pipeline specifications or current challenges. Reach out to DELCO Valve today, and let’s engineer a reliable, cost-effective solution together.
Deciding between these two systems can literally make or break your mine’s efficiency. When managing abrasive slurry pipelines in extreme environments, the wrong actuator doesn’t just cause a leak—it shuts down production.
Through our experience troubleshooting and supplying valve solutions for complex tailings systems, we know that true value comes from long-term reliability, not just a low initial price. In this guide, we bypass basic spec sheets to offer field-tested advice. You’re going to learn exactly how to select the right equipment—from heavy-duty knife gate valves to abrasion-resistant pinch valves.
We’ll break down the true CAPEX and OPEX costs, and reveal how Andean altitudes dictate your actuation choices. In fact, the optimization strategies shared here recently helped a South American copper mine reduce downtime and slash maintenance costs by 30%.
If you’re ready to conquer your copper tailings circuit and build a safer, more reliable system, let’s dive right in.

The Challenge of Copper Tailings: Why Valve Selection and Actuation Matter
Managing copper tailings is one of the most demanding processes in the mining industry. The extreme conditions of waste transport require robust, fail-proof flow control solutions. Selecting the best valves for copper tailings treatment—and deciding whether electric or pneumatic actuated systems fit your infrastructure—directly dictates plant uptime, safety, and profitability. Poor selection leads to catastrophic pipeline failures, excessive downtime, and inflated maintenance costs.
Characteristics of Abrasive Slurry in Copper Mining
Copper tailings consist of crushed rock, water, and residual chemicals. This dense mixture creates a highly destructive environment for standard piping components. To maintain reliable slurry management, valves must withstand several harsh characteristics:
- High Solid Content: Heavy particulate loads cause severe wear on standard valve seats and seals.
- Abrasive Particles: Sharp, jagged mineral fragments erode internal components rapidly, requiring severe service valves.
- Chemical Aggressiveness: Residual processing reagents and varying pH levels demand highly corrosion-resistant materials.
Impact of Dewatering and Thickening on Valve Performance
As modern copper mining processes prioritize water management and recovery, dewatering systems and thickeners are heavily utilized. Extracting water alters the slurry profile, drastically impacting how valves operate within the pipeline.
- Increased Viscosity: Thicker, paste-like slurries demand significantly higher torque requirements from valve actuators to open and close effectively.
- Clogging and Scaling: Valves must feature full-ported, unobstructed flow paths to prevent material buildup and scaling.
- Pressure Fluctuations: Thickened tailings distribution often leads to unpredictable pressure ratings, requiring heavy-duty isolation valves that maintain a tight seal under immense stress.
The Critical Role of Automation in Tailings Management
Manual intervention is no longer viable in large-scale mineral processing. Industrial automation is the backbone of efficient, safe, and profitable tailings operations. Integrating reliable automated control systems ensures continuous production without risking human safety in hazardous zones.
- Real-Time Flow Control: Automated valve actuators instantly adjust to system changes, optimizing slurry transport and preventing pipeline blockages.
- Immediate Isolation: In the event of a pipeline rupture or pump failure, automated actuators provide rapid failsafe options to isolate the flow and prevent environmental disasters.
- Optimized Operational Efficiency: Precision automation minimizes unnecessary wear on valve internals, extending equipment lifespan and drastically reducing long-term maintenance costs.
Top Valve Types for Copper Tailings Treatment Systems
Selecting the right valve body is the first step before even considering the actuator. In copper mining, the tailings circuit is a brutal environment where standard valves fail within weeks. I focus on three primary valve types that have proven their worth in the most demanding slurry transport and dewatering applications.
Heavy-Duty Knife Gate Valves for Slurry Handling
When it comes to moving raw copper tailings, heavy-duty knife gate valves are the industry standard. These are not your average gate valves; they are specifically engineered to handle the high-velocity, abrasive nature of mineral processing.
- Bi-Directional Sealing: Our designs feature reinforced elastomer sleeves that provide a bubble-tight seal in both directions, preventing slurry leakage.
- Self-Cleaning Action: As the gate closes, it pushes solids aside. The bottom-flushing design ensures that grit doesn’t collect in the seat, which is a common cause of failure in standard valves.
- Full-Port Flow: When open, the valve provides a completely unobstructed flow path, minimizing turbulence and internal wear.
Abrasion-Resistant Pinch Valves for High-Solid Content
For thickened tailings or paste backfill where the solid content is exceptionally high, pinch valves are often the superior choice. They operate on a simple principle: a flexible rubber sleeve is compressed to shut off the flow.
- No Internal Moving Parts: Since the slurry only touches the rubber sleeve, there are no metal gates or stems to erode or corrode.
- Excellent Throttling: Pinch valves offer great control for modulating flow without the risk of “clogging” that plagues other valve types in high-density slurry lines.
- Easy Maintenance: When the sleeve eventually wears out, it can be replaced quickly without replacing the entire valve body, significantly lowering your long-term maintenance costs.
Corrosion-Resistant Ball and Butterfly Valves for Water Recovery
Water management is a massive part of modern copper mining, especially in arid regions like the Atacama or the Southwestern US. Once the tailings are settled, the reclaimed water must be moved back to the plant. This water often contains residual chemicals and fine particulates.
- High-Performance Butterfly Valves: We use these for large-diameter water recovery lines. They are lightweight, cost-effective, and equipped with abrasion-resistant liners (like EPDM or Viton) and stainless steel discs to handle corrosive reagents.
- Severe Service Ball Valves: For high-pressure water injection or chemical dosing, ball valves provide a robust solution. We utilize hard-faced coatings (like Tungsten Carbide) on the ball and seats to ensure they survive the “sandblasting” effect of any remaining fines in the recycled water.
| Valve Type | Primary Application | Key Benefit |
|---|---|---|
| Knife Gate | Tailings Discharge | Cuts through solids; no seat cavities. |
| Pinch Valve | Thickened Slurry | Zero internal metal contact; high abrasion resistance. |
| Butterfly | Water Reclamation | High flow capacity; economical for large lines. |
| Ball Valve | Chemical Dosing | High pressure rating; precise shut-off. |
Pneumatic Actuators: Advantages for Mining Environments
In our experience supplying heavy-duty equipment to copper mines, pneumatic actuators remain the industry standard for a reason. They offer a level of rugged simplicity that is hard to beat in the middle of a dusty, high-vibration processing plant. When we look at the best valves for copper tailings treatment, pneumatic systems provide the mechanical muscle needed to move large-diameter knife gate valves through thick, settled slurry without breaking a sweat.
Rapid Response and High-Speed Operation
In slurry management, speed is often a safety requirement. If a downstream pipe bursts or a tank overflows, you need to isolate the flow immediately. Pneumatic actuators use compressed air to provide nearly instantaneous stroke speeds. Unlike electric versions that move at a steady, geared pace, a pneumatic cylinder can slam a valve shut in seconds, preventing environmental spills and protecting your dewatering systems from catastrophic pressure surges.
Intrinsic Failsafe Safety with Spring-Return Mechanisms
Safety is non-negotiable in tailings distribution. We prioritize pneumatic actuators because of their intrinsic failsafe capabilities. By using a heavy-duty internal spring, these actuators can be configured to automatically “fail-closed” or “fail-open” upon loss of air pressure or power.
- No batteries required: Unlike electric backups, the energy is stored mechanically in the spring.
- Reliable Isolation: Ensures isolation valves reach a safe position even during a total site power failure.
- Simplified Logic: The mechanical return reduces the complexity of your control systems.
Durability in Harsh, Hazardous, and Explosive Zones
Copper mines are brutal on electronics. Between the abrasive dust, corrosive reagents, and constant moisture, sensitive components often fail prematurely. Pneumatic actuators are built for these severe service conditions. They consist of simple pistons and seals that are easy to maintain and highly resistant to the elements. Furthermore, because they don’t rely on high-voltage electricity at the valve itself, they are naturally suited for hazardous zones where explosive gases or dust might be a concern, ensuring long-term operational efficiency without the need for expensive explosion-proof housings.
Electric Actuators: Precision and Connectivity in Modern Mines
As copper mining shifts toward “Smart Mining” and Industry 4.0, electric actuators are becoming the standard for tailings facilities that prioritize data and precision. Unlike traditional setups, these units provide a level of control and feedback that is essential for managing complex slurry flows and water reclamation circuits.
Precise Modulating Control for Flow Optimization
In copper tailings treatment, maintaining the right flow rate is critical for the efficiency of thickeners and cyclones. Electric actuators excel at modulating control, allowing for minute adjustments to the valve position.
- Linear Accuracy: Achieve exact flow rates to prevent tank overflows or pump cavitation.
- Variable Speed: Program the actuator to open or close at specific speeds to eliminate water hammer in long tailings pipelines.
- Consistent Torque: Unlike pneumatic systems that can lose force mid-stroke, electric units provide steady torque throughout the entire movement.
Advanced Feedback, Diagnostics, and IIoT Integration
The biggest advantage we see with electric actuation is the wealth of data it provides. In remote tailings management areas, knowing the health of your valve without sending a technician into the field is a massive operational win.
- Real-Time Monitoring: Integrated sensors track torque profiles, cycle counts, and motor temperature.
- Predictive Maintenance: By analyzing torque increases, the system can alert operators to grit buildup or scale in the knife gate valve before a total failure occurs.
- Seamless Connectivity: These actuators plug directly into SCADA or IIoT frameworks via Modbus, Profibus, or Hart protocols, making them a core part of the mine’s digital ecosystem.
Eliminating the Need for Compressed Air Infrastructure
One of the most significant cost-savers in large-scale copper projects is the removal of extensive pneumatic piping. Tailings ponds and disposal sites are often kilometers away from the main processing plant, making air supply a logistical nightmare.
- Lower Infrastructure Costs: Running electrical cabling is significantly cheaper and easier to maintain than installing and insulating high-pressure air lines.
- Energy Efficiency: Electric actuators only consume power when moving, whereas pneumatic systems suffer from constant compressor energy use and air leaks.
- Climate Resilience: In high-altitude or freezing environments common in the Andes or Central Asia, electric systems avoid the common “frozen line” issues that plague pneumatic actuators.
Performance Comparison: Electric vs. Pneumatic for Tailings Control
Choosing between electric and pneumatic actuation for copper tailings treatment depends on your specific site conditions. While both serve to automate slurry management, their mechanical limits become clear when handling high-density solids or operating in extreme environments.
Torque-to-Weight Ratio and Handling Thickened Tailings
Thickened tailings require massive force to shear through settled solids. Pneumatic actuators offer a superior torque-to-weight ratio, providing the high-thrust “punch” needed to seat or unseat a knife gate valve in heavy slurry. Electric actuators are capable of high torque but are significantly bulkier and heavier to achieve the same force, which can complicate pipe support requirements in tailings distribution lines.
| Feature | Pneumatic Actuators | Electric Actuators |
|---|---|---|
| Power Density | High; compact for high torque | Lower; larger footprint for high torque |
| Slurry Handling | Excellent for “breaking” through scale | Better for steady, modulated flow |
| Weight Impact | Minimal stress on pipeline | Requires reinforced valve supports |
High-Altitude Impact: How Thin Air in the Andes Affects Pneumatic Power
In major copper hubs like the Andes, altitude is a silent killer of pneumatic efficiency. As air density drops at 4,000+ meters, air compressors must work significantly harder to maintain the required PSI. This leads to:
- Reduced Actuation Speed: Lower air mass means slower response times for isolation valves.
- Increased Energy Costs: Compressors run longer to fill tanks, driving up OPEX.
- Pressure Drops: Inconsistent force can lead to incomplete valve closure, causing slurry transport leaks.
Electric actuators are immune to atmospheric pressure changes, making them the more reliable choice for high-altitude mining automation where air infrastructure struggles.
Duty Cycle Limitations in Continuous Operation
In a mineral processing plant, valves may need to cycle constantly to maintain tank levels or flow rates.
- Pneumatic Actuators: Have a 100% duty cycle. They can cycle indefinitely without overheating, making them ideal for fast-acting slurry management.
- Electric Actuators: Often limited by a 25% to 50% duty cycle. Frequent movement generates heat in the motor, which can trigger thermal overloads and shut down the flow control system.
For high-frequency cycling in dewatering systems, we typically recommend pneumatic setups. For precise, occasional positioning in water management, electric is the way to go.
Key Application Scenarios in the Copper Tailings Circuit
Understanding exactly where to deploy the best valves for copper tailings treatment dictates whether you should choose electric or pneumatic actuation. We focus on three critical areas in the copper mining process where proper valve selection directly impacts your operational efficiency and maintenance costs.
Automated Slurry Pipelines and Tailings Disposal
Moving thick, abrasive waste requires robust slurry management. We rely on severe service valves to handle the extreme friction and high pressure found in these automated lines.
- Tailings distribution: Fast-acting pneumatic actuators are typically the go-to choice here, allowing for rapid shut-offs to prevent system overflows.
- Pipeline protection: Heavy-duty isolation valves are essential to stop flow completely, preventing catastrophic blockages during routine tailings disposal.
Remote Tank Level Control and Water Management
Recovering and recycling process water is a massive part of modern mining. For remote tank level control and overall water management, precise flow control is absolutely non-negotiable.
- Dewatering systems: We use modulating electric actuators on control valves to constantly fine-tune water flow rates.
- Automated adjustments: Electric setups provide the continuous data feedback needed to maintain exact tank levels, keeping the water recovery circuit running smoothly without manual oversight.
Chemical Treatment and Reagent Dosing Systems
Treating tailings before final disposal involves adding flocculants and pH modifiers. This specific stage demands pinpoint accuracy rather than brute force.
- Precise dosing: Electric actuators deliver the exact, micro-adjustments required for chemical flow control.
- Waste reduction: Highly accurate reagent dosing systems minimize expensive chemical waste while maximizing the efficiency of the tailings thickening process.
Cost Analysis: Evaluating CAPEX and OPEX for Valve Actuation
Choosing the Best Valves for Copper Tailings Treatment: Electric or Pneumatic Actuated? requires a hard look at the numbers. We evaluate the Total Cost of Ownership (TCO) by balancing the initial Capital Expenditure (CAPEX) against the long-term Operating Expense (OPEX). In the aggressive environment of a copper mine, the cheapest valve upfront often becomes the most expensive after six months of slurry exposure.
Infrastructure Costs: Compressed Air vs. Electrical Cabling
The initial setup costs vary significantly based on your site’s existing footprint:
- Pneumatic Systems: These require a robust infrastructure including air compressors, dryers, filters, and miles of pneumatic tubing. If your tailings pond is kilometers away from the main plant, the cost of running and maintaining leak-free air lines is massive.
- Electric Systems: These rely on electrical cabling and data wires. For remote slurry management and long-distance pipelines, pulling cable is generally more cost-effective and easier to troubleshoot than installing high-pressure air stations in the middle of nowhere.
Maintenance Complexity and Long-Term Reliability
In mining automation, downtime is the ultimate profit killer. We see a clear divide in how these actuators handle the grit of a copper mine:
- Pneumatic Actuators: They are mechanically simple and easy for site technicians to repair. However, they are prone to seal wear and internal corrosion if the air supply isn’t perfectly dry. Constant “bleeding” or air leaks represent a hidden, recurring cost.
- Electric Actuators: While the unit cost is higher, they eliminate the need for air-related maintenance. Modern units are sealed for life, reducing the frequency of manual intervention. For knife gate valves used in isolation, the “set and forget” nature of electric drives often leads to lower labor costs.
Energy Efficiency and Total Cost of Ownership (TCO)
When we look at the 10-year horizon, energy efficiency becomes a dominant factor:
| Factor | Pneumatic Actuation | Electric Actuation |
|---|---|---|
| Energy Waste | High (due to air leaks and compressor cycles) | Low (power consumed only during movement) |
| Component Life | Moderate (seals require frequent replacement) | High (solid-state electronics and rugged gears) |
| Operational Efficiency | Fast, but lacks precise data feedback | High (integrated diagnostics prevent failures) |
For high-volume copper tailings treatment, the energy required to keep a pneumatic system pressurized 24/7 is significantly higher than the intermittent power draw of an electric actuator. We recommend electric actuation for projects where energy costs are high or where the carbon footprint of the operation is under scrutiny. In contrast, pneumatic remains the king for high-cycle, fast-acting safety applications where air is already readily available.
Valve Actuation Optimization in a South American Copper Mine Tailings System
When determining the best valves for copper tailings treatment, real-world application is the ultimate test. We recently partnered with a major copper facility in South America to overhaul their failing tailings distribution network.
The Challenge: High-Altitude Pressure Drops and Severe Slurry Wear
Operating at over 4,000 meters in the Andes brings unique headaches. The thin air severely impacted their existing pneumatic systems, causing massive pressure drops. The actuators simply lacked the force to close valves against the thick, heavy slurry. On top of that, the highly abrasive copper tailings were tearing through standard isolation valves in a matter of weeks, leading to constant leaks, safety hazards, and system shutdowns.
Our Solution: Implementing Customized Actuated Knife Gate Valves
We stepped in and replaced the failing units with customized, heavy-duty knife gate valves built specifically for severe service applications. To solve the high-altitude actuation problem, we took a targeted approach:
- Oversized Pneumatic Actuators: We installed specially sized pneumatic cylinders on fast-acting isolation points to compensate for the thin air, guaranteeing a tight seal every time.
- Electric Actuators: We deployed high-torque electric actuators on critical flow control nodes where precise slurry management was required, completely bypassing the overtaxed compressed air grid.
The Results: Reduced Downtime and 30% Savings in Maintenance Costs
The upgrade completely stabilized their copper mining process. By matching the right valve and actuator to the exact environmental demands, we delivered measurable improvements:
- Eliminated Unexpected Shutdowns: The new severe service valves handled the abrasive slurry transport without jamming or leaking.
- Boosted Operational Efficiency: Reliable actuation meant the control room finally had accurate, real-time control over the dewatering systems and tailings flow.
- Slashed Expenses: By stopping the cycle of constant repairs, the site achieved a verified 30% reduction in maintenance costs within the first year of operation.
How to Source Reliable Tailings Valves for LATAM Projects
Finding the right partner for copper tailings projects in Latin America requires more than just looking at a catalog. The conditions in the Andes and the high-desert mines of Chile and Peru demand equipment that won’t fail when the pressure rises or the slurry thickens. We focus on providing solutions that bridge the gap between high-performance engineering and the logistical realities of the LATAM mining sector.
Choosing a Manufacturer with Proven Slurry Valve Expertise
When you are sourcing knife gate valves or pinch valves for a copper mine, general-purpose industrial suppliers often fall short. You need a manufacturer that specializes in slurry management and understands the specific wear patterns caused by copper concentrates.
- Application History: We prioritize designs that have been field-tested in high-abrasion environments.
- Material Customization: Look for suppliers offering specialized liners and hardened gates (like 17-4PH or Chrome Carbide) specifically for severe service valves.
- Technical Support: A reliable partner provides detailed torque calculations and flow analysis to ensure the valve actuators are sized correctly for thickened tailings.
Quality Certifications and Shipping to South America
Navigating the logistics of a mining project in South America is as critical as the valve design itself. We ensure that every component meets international standards while maintaining a streamlined supply chain to major mining hubs.
- Global Standards: Our products carry essential certifications, including ISO 9001, CE, and API, ensuring they meet the rigorous safety requirements of modern mining automation.
- Robust Packaging: Tailings valves are heavy and often travel long distances via sea and rough mountain roads. We use reinforced, export-grade crating to prevent damage during transit.
- Logistics Expertise: We handle the complexities of shipping to regions like Antofagasta, Arequipa, and Minas Gerais, ensuring that industrial automation components arrive on site, on time, and ready for installation.
- Documentation: Complete sets of pressure test reports, material traceability certificates, and installation manuals are provided in every shipment to facilitate quick customs clearance and site commissioning.
Frequently Asked Questions (FAQ)
Which actuator is better for outdoor copper mines in freezing climates?
In freezing environments, electric actuators generally outperform pneumatic systems. Compressed air lines are prone to moisture buildup, which can freeze and block the air supply, leading to system failure. We recommend using electric actuators equipped with internal space heaters to prevent condensation and ensure the internal components remain functional even when temperatures drop below zero.
How does high altitude (e.g., 4000m+) affect the choice between pneumatic and electric actuators?
High altitude significantly impacts pneumatic performance. Because the air is thinner, air compressors must work harder, and the resulting thrust from pneumatic actuators is reduced. This can lead to sluggish valve operation or failure to fully close against high-pressure slurry. Electric actuators are unaffected by air density, making them the more reliable choice for high-altitude copper tailings sites in regions like the Andes.
Can electric actuators provide the same failsafe reliability as pneumatic?
While pneumatic actuators offer “intrinsic” failsafe capabilities through a simple mechanical spring-return, electric actuators can achieve similar results using battery backups or supercapacitors. However, for critical tailings isolation where a “fail-closed” position is mandatory during a total power loss, pneumatic actuators remain the industry favorite due to their mechanical simplicity and lower cost for failsafe functionality.
Why is pneumatic actuation often preferred for fast-acting slurry knife gate valves?
Pneumatic cylinders provide the high speed and high initial torque required to push a gate through settled copper tailings. In slurry management, moving the gate quickly reduces the time the valve seat is exposed to high-velocity abrasive flow, which significantly extends the life of the valve. Electric actuators are typically slower and may struggle with the high “breakout” torque needed when a valve has been sitting in thickened tailings for an extended period.
- Pneumatic: Best for high-speed cycling and mechanical failsafe.
- Electric: Best for precision control, high-altitude stability, and cold-weather reliability.
- Maintenance: Pneumatic requires air line upkeep; Electric requires stable power and wiring.
Choosing the right valve actuation doesn't have to be a guessing game. At DELCO Valve, we’ve spent years helping South American copper mines optimize their slurry transport and water management systems. We know what works, what fails, and how to balance your CAPEX and OPEX effectively.
Are you planning a tailings system upgrade or struggling with recurring valve failures? Send us your pipeline specifications or current challenges. Reach out to DELCO Valve today, and let’s engineer a reliable, cost-effective solution together.
Share on Social:
Contact Us
In This Article
Difference Between Motorized Valves and Solenoid Valves Features Comparison
Nov 29, 2025
Motorized Ball Valve: The Complete Guide to Types, Wiring, and Selection
Dec 29, 2025
Pneumatic Actuator Valves: The Ultimate Guide to Selection and Use (2026)
Jan 14, 2026
Different Types of Valve Actuators Working Principles and Benefits
Nov 29, 2025